�gӭ������퓹پW(w��ng)��


���@��݁Ƥ���҂��Č������|(zh��)������������Ҫ�a����Ԓ����횰��҂����o���ṩ�ĺ��l��̖���a����Ҳ�������҂��S�����ԃ��ُ��
���@��һ��Ҫ���яV��Ŀ͑����ˣ�ǧ�f��Ҫ�Լ����ԵČ��O(sh��)���M���{(di��o)�������a�ȣ������f���ܣ�����һ��Ҫ(li��n)ϵ�҂�?n��i)Aʢ��ع��ļ��g(sh��)�����o���������Ľ��h�Լ�ָ��(d��o)���҂�һ�����o���õĽ�Q������һ����ҪŪ�ɳ���
����f݁Ƥ��ʹ����һ�������ˣ���������Q݁Ƥ��Ԓ���䌍�ǿ��Ը���(j��)�Aʢ��ṩ�ļ��g(sh��)�����M��݁Ƥ���a�ȵģ����Ҫ��݁Ƥʹ�Õr�g̫�L��Ԓ���҂�߀�ǽ��h���Q݁Ƥ���@�ӌ��O(sh��)��Ҳ���^�ã����ڵľS�oҲ���ܰ�ȫ��
�͵ضѺ�����
�͵ضѺ�������ĥ�p�İ���̎�M�к�����䡣�@�N�������Ό��ã���Ӱ����a(ch��n)���Ҍ�����λ��Ӳ�Ⱥ���ĥ�Ծ����^�ã�ȱ�c��ֻ�m���ڿɺ��Ժõ�݁Ͳ(���T�݁Ͳ)���Ѻ��r��(y��ng)ע��������헣�
(1)�x��Сֱ���ĶѺ��l��С�������Ҏ(gu��)�����M�зӶѺ����@�ӿɜp�ٟᑪ(y��ng)��������l(f��)�����ص�׃�κͮa(ch��n)���Ѽy��
(2)늺��C�Ĵ��FҪֱ�Ӵ���݁Ͳ�ϣ���Ҫ�����S�ϣ�����������^�L���S�У��a(ch��n)����ʹ�S�еĝL���w�͝L���ı�����p������֮�⣬߀���Բ��ò�ж���ޏ�(f��)�������nj�݁Ͳ�B�Sһ��ȫ����ж������(j��ng)܇���ޏ�(f��)���ڰ��b���C����ʹ�á�
(3)�Ѻ��^���У�Ҫ��(j��ng)����ֱ�ߘӰ匦�Ѻ���λ�M�Йz�飬�Ա��C���γߴ�ϸ����Ԅ�����ˇ���Ɍ��F(xi��n)��ĥ�p݁���M�Џ����ޏ�(f��)���ޏ�(f��)���݁�ף������������T����݁�ͺ��l�Ѻ��ޏ�(f��)���@����ߡ��Ñ�ʹ��䓗l�����ޏ�(f��)݁�ף��i䓼���Ҫ�Cе�ӹ�����ͨ䓼���Ҫ�Ѻ���ĥ���l�����ޏ�(f��)Ч���������롣
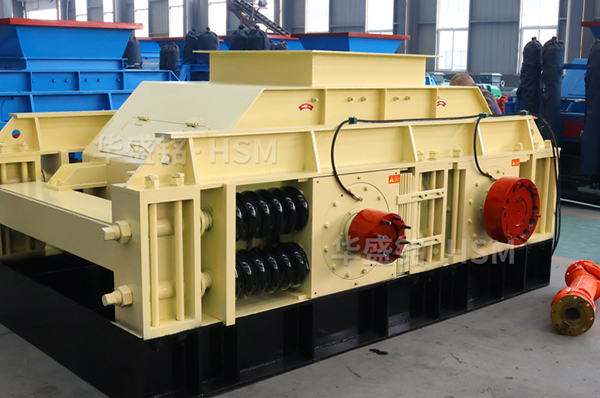
�ҹ�˾������һ�N���ڌ�݁����C��ĥ�Ѻ����l��ͨ�^����(f��)�{(di��o)�����lˎƤ�ɷ֣��ҵ����m�ό�݁����C�C�X�Ѻ��ĺϽ�ϵ��ͨ�^�Ѻ��ӵĽ����@������X�侀������������������ƵČ�݁����C��ĥ�Ѻ����l�M�����R���w��̼��������W���w���Ѻ��ӵ�Ӳ����HRC64��65֮�g����ĥԇ���I(y��)ԇ��C������݁����C�Ѻ��Ͻ����ĥ���܃�(y��u)������35CrMoTi䓵�8.6������δ�Ѻ�������Cʹ�É������7.8����
���σ�(n��i)�����Aʢ㑌�݁����Chttp://m.lang-fan.com�ṩ


�N�۲��Ԓ
(86)0371-64396668\64398868


��һ�����P(gu��n)ע�҂�